
On 23 July 1984, a catastrophic explosion and fire occurred at an amine processing facility in Romeoville, Illinois, USA, resulting in one of the most significant industrial accidents involving an amine absorber system. The incident led to 17 fatalities, 22 injuries, and property damage estimated at approximately US$ 603 million (2021 equivalent). The failure of the amine absorber triggered a massive release of flammable hydrocarbons, followed by a devastating explosion and fire that caused extensive destruction both within and beyond the facility.
Incident Description
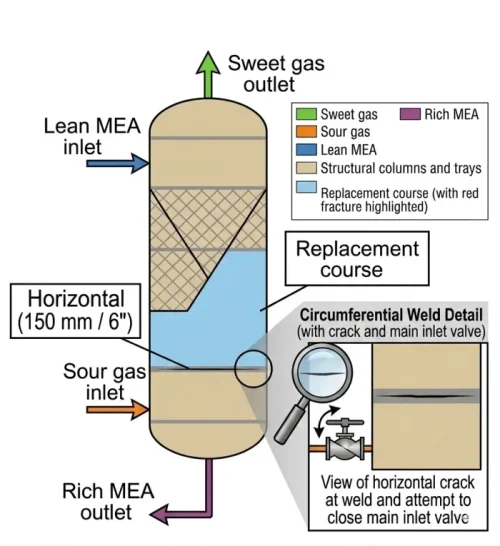
An operator working near an LPG amine absorber tower at the Unsaturated Gas Plant (USGP) of a Fluid Catalytic Cracking Unit (FCCU) noticed gas escaping from a horizontal crack about 150 mm (6″) long at a circumferential weld near the bottom of the vessel and tried to close the main inlet valve.
While closing the valve, he noticed the leak rate increasing and immediately initiated evacuation of the area. As the firefighters arrived, the crack propagated rapidly and a large amount of propane/butane was released which ignited and resulted in a massive explosion.
The upper 14 m (46 ft) section of the vessel was propelled 1 km (0.6 miles) away where it struck and toppled a 138 kV power transmission tower. The loss of electrical power rendered an electric motor-driven firewater pump inoperable. A fire hydrant barrel was sheared off, causing a further reduction in firewater pressure from the 2 diesel engine-driven firewater pumps that were still operating.
The role of the absorber was to remove hydrogen sulphide (H2S) from a mixed LPG stream by counter-current contacting with a monoethanol amine (MEA) solution at approximately 38 °C (100 °F) and 13.8 barg (200 psig).
The vessel was fabricated from killed carbon steel plate (ASTM A516 Gr.70) to the relevant design codes and had been in service since 1970. It was inspected at 2 year intervals. The second course (ring section) of the vessel (above the feed inlet nozzle) had been replaced in 1974 due to hydrogen blistering and an internal monel liner had been added to the bottom head and first course (below the feed inlet nozzle) in 1976 to reduce corrosion.
Incident Analysis:
Basic Cause
Basic cause was rupture of the absorber vessel due to cracks initiated by sulphide stress corrosion cracking (SSCC) and propagated by stress oriented hydrogen induced cracking (SOHIC) in the heat affected zone (HAZ) of a repair weld joining a replacement course to the original vessel.
Critical factors included:
- Hydrogen embrittlement significantly reduced the fracture resistance (toughness) of the original steel
- A hard microstructure formed in the HAZ of the circumferential weld when the replacement course was installed (no post-weld heat treatment applied)
- The firewater supply pressure was reduced by explosion damage (escalated severity).
Root Causes:
- Inadequate corrosion control (hydrogen embrittlement)
- Inadequate hazard awareness (SOHIC)
- Inadequate weld procedure (absence of bakeout and post-weld heat treatment).
Lessons Learned
- Weld procedures should be designed to avoid formation of high hardness microstructures in steels for service in hydrogen-containing environments.
- PWHT is recommended for all equipment and piping in MEA service regardless of service temperature

Certified Functional Safety Professional (FSP, TÜV SÜD Germany), Certified HAZOP & PHA Facilitator, LOPA Practitioner, QRA/FERA and Specialist in SIL Verification & Functional Safety Lifecycle, with 18 years of professional experience in Plant Process Safety across Petroleum Refining and Fertilizer Complexes.





