
In Hydroprocessing units the feed filtration system removes solid particles and contaminants from the feedstock before it enters the hydroprocessing reactor. It is important to remove the particulates from the Hydroprocessing units feeds to protect the catalyst bed in the reactor and maintain catalyst life at a minimal cost. If these impurities are not properly removed by an efficient filtration system, then replacement of the affected catalyst can be a big economic loss for the refiner.
Excessive backwashing of feed filters or rise in differential pressure across the filters can halt the operation of the hydroprocessing unit and in extreme cases can lead to the unit shutdown. The process team must be trained and familiar with all the scenarios that cause excessive backwashing and high differential pressure across the filters. For further details about feed filtration please view my previous blog “Feed Filtration System in Hydroprocessing Units“.
Effects of Poor Filtration System
- If the impurities are not removed before the feedstock reaches the hydrotreating reactors, they can foul, clog, or deactivate the catalysts and reduce the catalyst’s effectiveness.
- Fouling occurs when solid particles accumulate on the internal surfaces of equipment and pipelines, leading to reduced flow rates, increased pressure drop, and potential operational disruptions.
- As the filters stop working it will be difficult to provide sufficient liquid feed to the unit, and in extreme cases, the unit can be shut down.
- Economic losses due to excess liquid hydrocarbon usage in auto backwash filters during excessive backwashing and more use of chemicals; extra-labour work in manually cleaned feed filters.
The main problem related to feed filters in hydroprocessing units is the rise of differential pressure and increase in backwashing frequency. Sometimes, this problem becomes a bottleneck for the smooth unit operation. Following are some major causes of feed filter chocking, excessive backwashing, or high differential pressure in hydroprocessing units.
Change in Feed Supply Quality
If the quality of feed supplied from the upstream units changes it results in particulates movement towards the filters. Operating the unit with feedstocks as per designed specifications will maintain the efficiency of the filters. The coke and sediment content should be within specified limits.
- The asphaltene content should be low, typically less than 500 ppm. Higher asphaltene content will increase the risk of asphaltene precipitation at filters leading to filter plugging.
- Higher end points of feedstock to the hydroprocessing units also increase the differential pressure of feed filters. Typical end points of feedstocks of Hydrocracker unit ~580 °C, Diesel Hydrotreating ~370 °C, Kerosene Hydrotreating ~ 250 °C and Naphtha Hydrotreating is ~170 °C. Feedstock endpoints should be controlled below unit design values.
- The feed colour is also a good indication of feed quality. A darker colour indicates the heavy feed with more particulates. The typical ASTM D1500 colour should be strictly lower than 8, depending upon the unit design.
- If the feed comes from the Thermal Cracking Unit, then severe cracking reactions cause coke generation at high conversion. But the cokes affect the filtration. Controlling the thermal conversion at design reduces the impact on the feed filters of the hydrocracking unit.
- If the vacuum heater feed is thermally cracked or unstable atmospheric bottom residuum has a high tendency to foul/coke. Similarly, the high severity of the vacuum distillation unit heater will also produce coke products. This coke may travel with HVGO to the Hydrocracking unit. Monitor and control the CCR (Conradso Carbon Residue) of the hydrocracking unit feedstock below the unit design.
Operation of the Fractionator Column
The operation of the upstream unit’s fractionation column also plays a vital role in the efficient operation of the feed filters. Minor disturbance in the column sends more particles to the hydroprocessing unit.
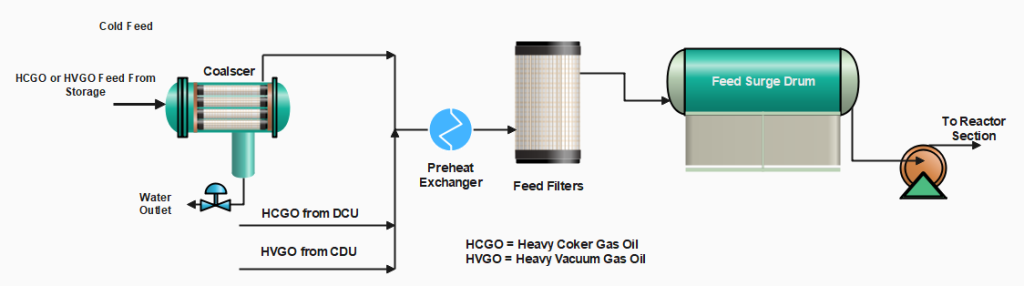
- Feed from Delayed Coker Units like Heavy Coker Gas Oil (HCGO) contains coke fines that must be removed. Care must be taken on the operation of the fractionation tower of the Coker Unit because disturbance of the fractionator tower level can pass coke fines to the feed filters.
- Disturbance of Vacuum in the Vacuum Distillation Unit or tray level fluctuation results in disturbance in the flow of HVGO or LVGO towards the Hydrocracking unit. If the Vacuum Unit feed pump or heater is tripped that causes a sudden disturbance in the flow and specification will send more particulates.
- An increase in HVGO cold reflux flow will cause more washing of the VDU Column’s packing and as a result, particles will move with the HVGO product. Keep the clod reflux low while maintaining column operating conditions.
- HVGO cold and Hot reflux strainers should be cleaned or switched to bypass as the differential pressure appears otherwise the particles will not retain and can pass with the product.
- Disturbance in the Vacuum of the VDU column, due to ejectors steam pressure or flow disturbance. Also, cooling water temperature, pressure, and flow disturbance in the vacuum condenser will affect the vacuum.
- Too high the temperature of the vacuum column flash zone will cause heavier particulates and components to move with the feedstock. Reduce the column inlet temperature as per unit conditions.
- Similarly, disturbance in the Crude Distillation column, supplying Diesel, Naphtha, and Kerosene may cause more particle movement to the hydrotreating unit.
- Similarly, high temperatures of heater outlets in the feed-supplying units will cause heavier ends to move up in the fractionation towers. These heavier ends then will travel with the feed to hydroprocessing unit feed filters.
Feed from Storage Tanks
- A high flow of cold feed from the storage tanks can cause a rise in feed filter differential pressure due to higher viscosity. Manage the controlled share of the cold feed to avoid any impacts on the filters.
- Failure of gas blanketing may cause Oxygen contamination of the stored feedstock. Oxygen reacts with Olefins and other components and results in gums and polymers formation which will foul the feed filters. Check the blanketing system, pressure of the tank, and blanketing gas supply to avoid oxygen contamination.
- If the feed is taken at a low level of storage tank it will transfer accumulated particles from the bottom of the tank. Plan to schedule cleaning of the tank or do not go to the defined dead level of the tank.
- If the tank was not properly cleaned before being taken into service then scales, or particles may go with the feed.
Fluctuation in Feed Flow
- This might be the neglected but most critical parameter that affects the performance of the feed filters. Switchover of all the feed pumps either from the feed supplying units or storage will disturb the flow to the unit. Tripping of feed supply pumps causes sudden flow fluctuations. As the feed pump is tripped the feed flow is stopped but when suddenly flow resumes, it carries particles, scales, and corrosion products to the feed filters.
- If the fractionator column’s draw-off tray levels are cascaded with the Hydroprocessing unit’s feed surge drum, then the flow will vary as the level of the tray changes. It is better to fix the flow to the unit and the column’s tray level should be cascaded with the product to the storage. In this way, flow to the Hydroprocessing unit will remain fixed and hence minimum impact of flow fluctuation.
Poor Cleaning of Filter Cartridge Elements
- For manual cleaning feed filters, if the cleaning chemicals (Alkalanic and Acidic) have expired or their concentration has dropped then cleaned filters will not provide the desired efficiency. Set a schedule for checking the concentration and quality of the chemicals. Replace the chemical if its concentration has dropped below the set limit.
- Similarly, for the Auto backwash filters, if their efficiency has dropped back-washing frequency has been increased, and initial or cleaned differential pressure has increased then filters should be opened and chemically cleaned. This situation might come after a year, depending upon the quality of feed processed.
- Reverse plugging of filter elements due to dirty backwash fluid is also a common cause in auto backwash filters. So check the quality of the backwashing fluid.
- Moreover, in the Auto backwash filtration system, if the drain line is clogged or the back washing fluid pressure has been dropped this will also result in poor cleaning of elements.
Old Cartridges
- For manual cleaning type feed filters, the external surface or pores of the filter cartridges are damaged due to frequent physical handling. Observing the physical condition and the filtration efficiency these should be replaced.
- Auto backwash, elements might be replaced roughly after 3 years of service. But again if their performance is satisfactory, the duration can be increased. Further, the least performer set can be replaced one by one in multiple filtration systems.
Malfunction of Auto Backwash Programmer
- Malfunctioning of the auto backwash filter sequence may lead to excessive backwashing or can stop the backwash of the filters. In this case, backwashing can be switched from auto to manual mode so that flow to the unit remains normal.
- If the differential pressure instrument does not work correctly then it can also cause excessive backwashing. The instrument should be checked and repaired as early as possible.
- If the filtration master and slave system is not operated well, it can stop the filtration or can cause excessive backwashing. Check and correct the slave-master programmer interlocks and position of mode selection switches on the local panel of filters.
For further information, discussion and queries please comment in the box below or contact us at admin@ or follow us on Facebook & LinkedIn.

Certified Functional Safety Professional (FSP, TÜV SÜD Germany), Certified HAZOP & PHA Facilitator, LOPA Practitioner, QRA/FERA and Specialist in SIL Verification & Functional Safety Lifecycle, with 18 years of professional experience in Plant Process Safety across Petroleum Refining and Fertilizer Complexes.





